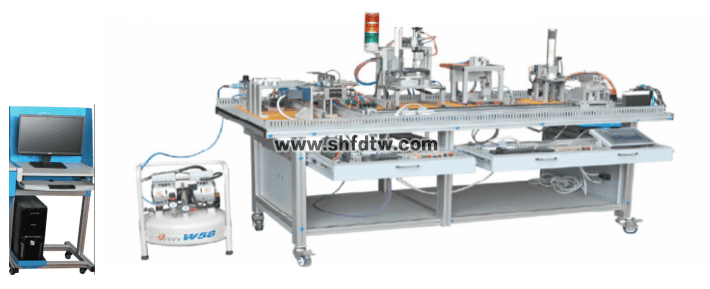
TW-ZSX05自动化生产线实训设备
一、技术参数要求
1.1、交流电源:三相五线 AC 380 V±10% 50Hz;
2、温度:-10~50℃;环境湿度:≤90%无水珠凝结;
3、外形尺寸:长×宽×高=2100mm×1000mm×1500mm;
4、整机功耗:≤1.5 kVA;
5、安全保护措施:具有接地保护、短路、过载、漏电保护功能,安全性符合相关的国家标准。
6、集成性:工作站为软硬件集成的一套整体性结构产品。
您只要致电:021-55884001(袁经理)
我们可以解答 自动化生产线实训设备 的相关疑问!
我们可以帮您推荐符合您要求的 自动化生产线实训设备 自动化生产线实验台 自动生产线实训考核设备 相关产品!
找不到所需产品?请点击 产品导航页
当前产品页面地址:http://www.shfdtw.com/productshow-85-2716-1.html
二、自动生产线实训考核装备特点以及功能要求如下
1、需包含了高职自动化类专业的核心知识点。
2、需具有很高的灵活性和易扩展性,特别适于技能考核和竞赛。
3、很容易将485通讯模式升级为现场总线、远程I/O模式等。
4、输送站的位置控制伺服电机和步进电机很容易跟换。
5、工作站的升级也非常的容易。
6、工作流程需由浅入深,符合教学规律。
各个单元的基本功能要求如下:
1、供料单元
供料单元的基本功能:供料单元是起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
供料单元的具体功能:
按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
供料单元的主要组成:
主要包括竖式料筒,顶料气缸,推料气缸,物料检测传感器部件,安装支架平台,材料检测装置部件,带保护接线端子单元等组成。
2、加工单元
加工单元的基本功能:加工单元是对工件处理单元之一,在整个系统中,起着对输送站送来工件进行模拟冲孔处理或工件冲压等作用。
加工单元的具体功能:
(1)、把该单元物料台上的工件(工件由输送单元的抓取机械手装置供料送来)送到冲压机构下面,完成一次冲压加工动作,然后再送回到物料台上,待输送单元的抓取机械手装置取出。
(2)、该单元物料台上的工件(工件由输送单元的抓取机械手装置从装配站送来)送到冲压机构下面,完成把小工件压入到大工件的工作过程,然后再送回到物料台上,待输送单元的抓取机械手装置取出。
加工单元的主要组成:
主要包括滑动料台,模拟冲头和冲床, 紧机械手,物料台伸出/缩回气缸,带保护接线端子单元及相应的传感器,电磁阀构等组成。
3、装配单元
装配单元的基本功能:装配单元是对工件处理的力一单元,在整个系统中,起着对输送站送来工件进行装配及小工件供料的作用。
装配单元的具体功能:将该单元将料仓内的黑色或白色小圆柱工件进行送料抬上。
(1)、把从加工单元已加工好的大工件进行装配(通过机械手把小工件装配到大工件内),然由输送单元的搬运机械手搬向分解单元。
(2)、把从供料单元的大工件进行装配(通过机械手把小工件装配到大工件内),然由输送单元的搬运机械手搬加工单元进行冲压的加工。
装配单元的主要组成:主要包括供料机构,旋转送料单元,机械手装配单元,放料台,带保护接线端子单元等组成。
4、分拣单元
分拣单元的基本功能:完成将上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流、分别进行组合的功能。
分拣单元的主要组成:主要包括传送带机构,三相电机动力单元,分拣气动组件,传感器检测单元,高进度反馈和定位机构,带保护接线端子单元等组成。
5、输送单元
输送单元的基本功能:该单元通过到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
输送单元的主要组成:主要包括四自由度机械手,直线输单元,比例传送机构,多功能安装支架,同步轮,同步带, 带保护接线端子单元等组成。
为保证采购方之后的设备升级改造等进一步需求,投标时要求提供不少于7个可扩展模块,需包含模块彩照、结构组成、配置清单、实训项目等。
三、要求可完成的实训项目:
1、有机融合了机械技术(包括气动技术)、传感器技术、交流电动机变频调速和步进电机驱动控制、触摸屏技术、PLC控制及通信网络等技术,体现了现代制造业生产过程的特征。
供料单元的安装与调试的实训;
加工单元的安装与调试的实训;
装配单元的安装与调试的实训;
分拣单元的安装与调试的实训;
输送单元的安装与调试的实训;
自动生产线控制的安装与调试的实训;
2、整体结构采用开放式和拆装式,能方便地更换模块,按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。设备的扩展性和升级性强,如:
可扩展工作单元;
电气升级为现场总线;
定位模块来控制伺服电机等;
3、用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:
符合循序渐进的教学规律
1)气动系统的安装与调试项目:选用该装备配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:
气动方向控制回路的安装;
气动速度控制回路的安装;
摆动控制回路的安装;
气动顺序控制回路的安装;
气动机械手装置的安装;
气动系统安装与调试;
气动综合系统的设计与安装;
2)电气控制电路的安装和PLC程序编写项目:
选用该装置配置的PLC模块、变频器模块和伺服驱动模块、传感器等,可完成下列PLC应用技术工作任务:
三相电动机正反转控制电路的连接与控制程序编写;
三相电动机控制电路的连接与控制程序编写;
电动机调速控制电路的连接与控制程序编写;
变频器模拟量控制的连接与控制程序编写;
伺服电机控制电路的连接与参数设置;
PLC控制网络控制技术;
气动方向控制程序编写;
气动顺序动作控制程序编写;
气动机械手控制程序编写;
皮带输送机控制程序编写;
机电一体化设备控制程序编写;
自动生产线控制程序编写。
3)PLC通讯网络的安装、程序编制及调试:
PLC控制技术---485通信技术的编程和调试
4)机电设备安装与调试项目
选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
传动装置同轴度的调整;
供料单元的机械安装与调整;
加工单元的机械安装与调整;
装配单元的机械安装与调整;
分拣单元的机械安装与调整;
输送单元的机械安装与调试;
自动生产线设备安装与调试。
4、该装备用于考核或技能竞赛,可考察的职业能力:
机械构件的装配与调整能力;
机电设备的安装与调试能力;
电路安装能力;
气动系统的安装与调试能力;
变频器在自动生产线的使用能力;
伺服电机在自动生产线的使用能力;
PLC模拟量控制在自动生产线的使用能力;
机电一体化设备的控制程序的编写能力;
自动控制系统的安装与调试能力;
PLC网络的安装、编程与调试能力;
人机界面、组态技术的编程与调试能力;
四、要求可配套教学资源
1. 智能实训考核系统
具有教师把考核要求由计算机传输到智能化实训考核单元上,并产生故障,学生根据故障现象分析与判断并输入代码,考核系统自动完成评分、恢复故障等功能。
所配备的教学考核系统和相关设备符合劳动和社会保障部职业技能鉴定的要求,应提供省级以上劳动和社会保障部的证明材料复印件并加盖投标人公章。
2. 配套自动化生产线教学资源库建设
要求开发可用于自动化专业学生课堂教学与拓展学习使用的数字化教学资源,需包括提供供料单元等图片、动画、视频、程序等系列课程素材资源。
3.需提供大赛相关练习题库
题库(1套)包括需各工作站部件安装图、答题卷(控制系统参数设置表、故障排查表)、材料清单、习题任务书等。
4.教学教材(至少2种)能以省级或以上出版社出版,包括以下细节:各个工作站部件和控制系统的安装与调试、核心技术应用、拓展知识应用等,要求图文并茂。
5. 设备的功能、结构及配置必须满足2012、2015年全国职业技能大赛的功能,能够完成全国职业院校技能大赛高职组“自动线安装与调试”赛项的所有任务,投标时需提供相关证明材料。
6. 自动化生产线”实训考核装备各单元基本功能需现场进行演示
1.1供料单元基本功能演示;
1.2加工单元基本功能演示;
1.3装配单元基本功能演示;
1.4分拣单元基本功能演示;
1.5输送单元基本功能演示:
7. 自动化生产线”实训考核装备PLC 3D仿真软件需现场进行演示
2.1机械手控制实验演示;
2.2码垛堆积控制实验演示;
2.3物料分拣控制实验演示;
2.4自动仓储控制实验演示;
2.5自动封盖实物控制实验演示;